随着汽车工业迅猛发展,塑料零件在汽车上的应用越来越广泛。从保险杠、裙边和挡泥板等外饰件,到仪表板、门板和立柱等内饰件,再到前端框架、罩盖和进气歧管等发动机周边零件,随处可见塑料的存在。据相关数据统计,在德国、美国和日本等发达国家,平均每辆汽车塑料用量已达到汽车自身重量的10%-15%。汽车塑料件的应用对于降低汽车重量,节约燃油,促进环保以及可回收利用等方面都有显著优势。汽车塑料件大多数采用注塑成型,成型周期短,生产效率高,制造成本低。但注塑成型可能会产生较多的缺陷,虎皮纹、表面复制不良、缩痕、熔接线和翘曲变形等,是汽车注塑件常见的缺陷,这些缺陷不仅与材料有关,还与结构设计、模具设计和成型工艺有很大关系。
1 虎皮纹
虎皮纹经常出现在保险杠、仪表板、门板和立柱等面积较大的汽车注塑件上,是一种波浪形条纹的表面缺陷,条纹大约垂直于熔体流动方向,在制件表面上形成光泽不同的刻印,看起来就像老虎皮上的花纹一样,俗称虎皮纹,如图1所示。

图1 汽车仪表板上的虎皮纹现象
虎皮纹容易产生在壁厚较薄、流程较大的制件上,它具有以下特征:(1)注塑件表面出现呈周期性变化的明暗交替的条纹;(2)条纹大致垂直于熔体的流动方向;(3)条纹分为亮区和暗区,亮区的光泽度高,暗区的光泽度差;(4)如果制件的外观面是亮区,则背面是暗区,两者交替出现,如图2所示。
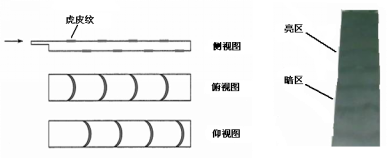
图2 虎皮纹的特征
材料中的增韧体系越多,虎皮纹现象越容易出现[1]。增韧体系在注塑过程中受到拉伸和剪切,产生微量形变,使得熔体产生不稳定流动,从而导致虎皮纹产生。韧性差的材料就很少会出现虎皮纹现象,如增强材料、非增韧的尼龙、聚对苯二甲酸丁二醇酯(PBT)等材料成型过程中很少有虎皮纹产生。应用于汽车注塑件的PP材料由于要求有较高的抗冲击性能,添加了弹性体等增韧成分,非常容易出现虎皮纹缺陷。
制件的壁厚越薄,或充填流动距离越远,流长比越大,熔体在充模过程中越容易产生不稳定流动,因此越容易产生虎皮纹。适当增加制件的壁厚,或缩短单一浇口的充填距离,可以降低熔体充模阻力,保证熔体流动的稳定性,有利于消除虎皮纹。但在汽车轻量化要求越来越高的今天,薄壁化是汽车注塑件的发展趋势,因此通过增加壁厚来消除虎皮纹不太现实。
在模具设计方面,增加流道直径,扩大浇口的厚度和宽度是消除虎皮纹的有效措施【2】。浇口厚度最好达到壁厚的0.7-0. 8倍。此举的目的是降低熔体在流道和浇口中的压力损失,减小进入型腔时的出模膨胀效应。某车型的副仪表板护板出现虎皮纹严重,分析是浇口的尺寸过小,加大浇口厚度和宽度后,成功虎皮纹消除,如图3所示。此外,在模具设计上,应尽量采用渐变过渡的直浇口、侧浇口和扇形浇口,避免使用截面积逐渐缩小的潜伏浇口和点浇口。实践证明,潜伏浇口、点浇口或很小侧浇口很容易产生虎皮纹。


(a)改善前的虎皮纹 (b)浇口设计 (c)改善后虎皮纹消除
图3 浇口尺寸对虎皮纹的影响
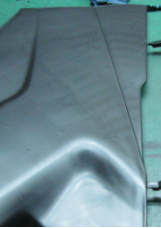
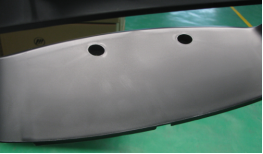
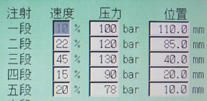
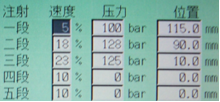
在注塑工艺方面,熔体温度、模具温度和注射速度是影响虎皮纹的几个重要参数。一般来说,提高熔体温度和模具温度,调整注射速度,有利于消除虎皮纹。一般情况下,采用较低的射速有利于消除虎皮纹,因为低速下熔体流动更加稳定。图4是某汽车零件不同射速下的制件外观,50%射速时虎皮纹严重,降低射速至15%,虎皮纹消失。


(a)采用50%射速出现虎皮纹 (b)采用15%射速后虎皮纹消失
图4 射速对虎皮纹的影响
2 表面复制不良
表面复制不良,指注塑件在成型过程中,不能精确复制模具型腔表面,表现为制件表面光泽不均。
很多汽车注塑件表面设计有皮纹,皮纹效果越细腻,注塑成型时就越难复制。此外,皮纹形状很规则,相互之间不连通时,很容易因皮纹困气而导致表面复制不良。图5是某车型前门上型板的皮纹,皮纹很规则且型腔不连通,在成型过程中表面容易出现花斑缺陷,实则是困气导致的表面复制不良。在产品设计时应慎重采用这种类型的皮纹。


(a)皮纹 (b)表面复制后的皮纹效果
图5 规则且不连通的皮纹表面复制效果
产生表面复制不良的原因之一是型腔压力不足。此种情况下,注塑工艺的设置应能保证熔体在型腔中有足够的压力复制模具表面。一般来说,高温、高速和高压(简称三高工艺)有利于减小熔体压力损失,使制件表面更好复制模具表面。图6是某汽车的组合仪表罩,出现表面光泽不均,如图6(a)所示;工艺调整时,将料温从210℃提供至240℃,并提高注塑压力和速度,最终消除外观缺陷,如图6(b)所示。

(a)改善前的制件外观 (b)改善后的制件外观
图6 注塑工艺对表面复制效果的影响
产生表面复制不良的另外一个原因是困气。当模具的排气效果不好,或皮纹深度较大时,或注射速度过快使得型腔内的气体来不及排出,就会产生困气,导致表面复制不良。图7是汽车的除霜格栅,在两侧出现类似花斑的光泽不均,制件的皮纹深度较大,通过降低注射速度,成功消除表面缺陷。


(a)制件 (b)原始工艺表面复制效果
(c)原始工艺 (d)改善工艺
(没有合适的改善后图片,因此没有给出,作者注!)
图7射速对表面复制的影响
3 缩痕
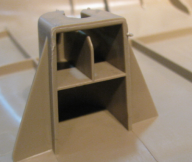
缩痕产生在制件的表面,指在制件表面形成的局部凹陷。缩痕是制件局部位置在冷却过程中得不到有效的保压补缩造成的【3】。缩痕通常产生在制件上局部厚壁的位置,或产生在加强筋、螺丝柱等突起物的背面。在汽车制件上,螺丝柱、加强筋或卡扣等结构的背面容易出现缩痕。
对于螺丝柱背面产生的缩痕,常用的改善措施是在螺丝柱根部添加火山口结构,如图8所示。火山口的添加使得螺丝柱根部的等效壁厚(即内切圆直径2R)变小,因此能有效改善缩痕,如图9所示。一般来说,等效壁厚越小,制件表面就越不容易产生缩痕,当螺丝柱根部的等效壁厚接近制件壁厚T时,制件就基本没有产生缩痕的风险。
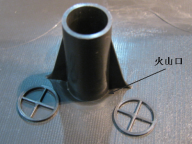
图8 典型的火山口设计
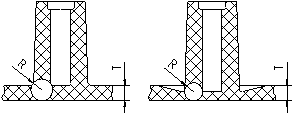
(a)加火山口前的等效壁厚 (b)加火山口后的等效壁厚
图9 火山口防止缩痕的原理
汽车注塑件很多时候选用改性PP材料。与工程塑料相比,改性PP模量较低,因此抵抗变形的能力要低些,这更需要从结构设计上保证制件的强度。常用的办法是在产品设计中添加加强筋。加强筋的厚度选择关系到制件表面是否产生缩痕。对于结晶聚合物,由于结晶会产生后收缩,加强筋根部的厚度要适当薄些,建议不超过壁厚的1/3,否则容易在背面形成缩痕;而对于非晶聚合物,由于后收缩较小,加强筋根部的厚度可适当厚些,但建议不超过壁厚的1/2。加强筋尺寸设计不合理时,容易在背面形成缩痕,如图10(a)所示。在允许的情况下,将加强筋设计在两个平面交接的过渡曲面背后,即使有轻微缩痕,由于护面的掩饰作用,也可以巧妙地将缩痕隐藏,如图10(b)所示。
(a)原始的加强筋设计 (b)改善的加强筋设计
图10 通过设计隐藏缩痕的方法
汽车保险杠对外观有严格的要求,即使制件上有轻微的缩痕,在喷漆后也可以会非常明显,这就对结构的设计提出了很高的要求。图11(a)是某汽车保险杠定位卡扣的设计,卡扣上的筋背面缩痕明显,无论如何调整材料和注塑工艺,都无法彻底解决缩痕问题;而图11(b)则巧妙地将定位卡扣设计在两个面交接的位置,将缩痕隐藏起来,留给材料和注塑工艺很宽的设计窗口。
(a)不合理的设计 (b)合理的设计
图11 保险杠定位卡扣设计
汽车注塑件由于装配的需要,常在外观面的背后设计较多的卡扣。卡扣的尺寸设计很重要,壁厚较薄则卡扣的强度不足,且在注塑时容易产生缺胶;壁厚较厚则会产生缩痕。最佳的解决措施是将卡扣根部壁厚减薄,如图12(b)所示,既解决了卡扣的强度问题,又避免了缩痕,同时还保证顺利注塑成型。而图12(a)中的卡扣根部没有进行减薄处理,注塑成型时容易产生缩痕。
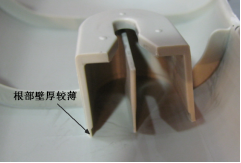
(a)不合理的卡扣设计 (b)合理的卡扣设计
图12 卡扣设计
如果制件在注塑成型后要求喷漆,则对缩痕的要求更严格,即使有轻微的缩痕,喷漆后也会很明显。图13是某车型的裙边卡扣设计,虽然采用了卡扣根部减薄的设计,但是在垂直于流动方向的边背面还是产生缩痕,喷漆后较明显,客户不能接受。而图14另一款车型的裙边卡扣则采用了较巧妙的设计,在垂直流动方向的边根部采用间断式的点接触,由于接触面积不大,制件的正面上很难看到有缩痕;为了保证卡扣的强度,又将该边的接触部分设计成平行流动方向的较短的加强筋。这样的卡扣设计,既解决了缩痕问题,又保证了强度。

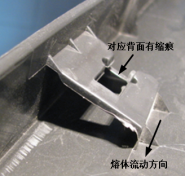
图13 不合理的卡扣设计
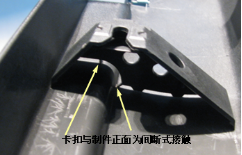
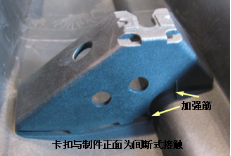
(a)左视图 (b)右视图
图14 合理的裙边卡扣设计
4 熔接线
两股料流相遇时,制件上就会形成熔接线。此时,熔体前沿的切线有一个夹角,这就是熔接线的汇合角,如图15所示。汇合角的大小对熔接线的强度和清晰度有重要影响【4】。根据Moldflow的分析准则,当汇合角>135°时,熔接线肉眼看不到,而且强度很高;当汇合角<135°时,但大于75°,熔接线比较清晰,但强度仍很高,通过处理,喷漆可以遮盖住;当汇合角<75°时,熔接线即使经过处理,喷漆仍无法遮盖,而且强度较差。
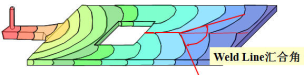
图15 熔接线的汇合角
对于汽车保险杠、仪表板、门板、裙边等体积较大的注塑件,通常采用含有顺序阀的热流道来消除熔接线,一般是中间的针阀先打开,当熔体前锋流过下一个针阀时,该针阀开启,这样就可以避免填充时在制件上形成较多的熔接线。
但即使采用针阀式热流道,孔周围的熔接线也难以消除,但结构设计上也有办法去弱化。通常在在孔的周围增加凹槽等结构,扰乱熔接线的生成,从而起到淡化熔接线的效果。图17是某款保险杠的设计,在雾灯处由于孔的存在会产生熔接线,在设计上巧妙地设置了一个凹槽,既可以当做装饰,又可以扰乱熔接线的生成,有效地淡化了熔接线。
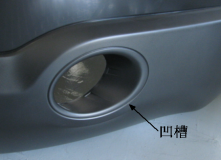

图17 弱化熔接线的凹槽设计
在模具设计时,应避免浇口面对着孔,否则形成的熔接线难以调整。图18是某款车的前保险杠,人字形标识中间有很多碰穿孔,而浇口开设在标识的两侧,熔体流经碰穿孔时,形成了明显的熔接线,熔接线末端容易分叉,严重时熔接线出现褶皱,用砂纸打磨仍看到痕迹,不良率较高。在注塑工艺上,该段采用较低的注射速度可以弱化熔接线,但加工温度或材料熔体流动速率稍有波动时,注塑工艺就需要调整,这给生产造成了一定的困难。相比之下,另一款类似车型的前保险杠在该位置的设计就巧妙很多,如图19所示,浇口设计在人字形标识的中间,并减少碰穿孔,留给注塑工艺的窗口很宽,不需要采用特定的射速来配合,熔接线的外观很好。
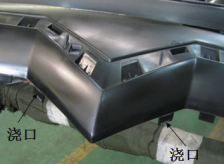

图18 熔接线外观较差的浇口设计

图19 改善熔接线外观的浇口设计
5 翘曲变形
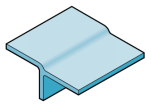
翘曲变形指制件的形状与设计的形状出现比较大的差异,通常为凸出或凹陷。汽车制件的设计常采用PP材料,与工程塑料相比,其模量相对较低,因而抵抗变形的能力要弱些,这就需要从结构设计上保证制件的强度。
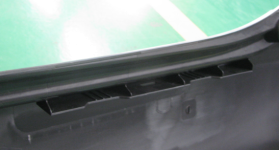
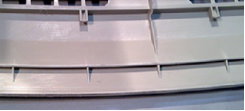
汽车仪表板前沿也是容易变形的部位。图20是某款车型上的仪表板,(a)图是标识处是出现变形的部位,其背面没有加强筋或其它加固的结构,而整个仪表板很长,这样的结构式很难保证不变形的,多次尝试更换材料配方,依旧无法解决变形问题。而图21的仪表板前沿设计较为合理,其背面每个一定距离都设置了加强筋结构进行加固防止变形。
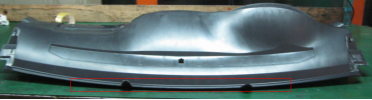

(a)仪表板前沿整体结构 (b)变形部位的背面结构
图20 不合理的仪表板前沿设计

(a)仪表板前沿整体结构 (b)背面结构
图21 合理的仪表板前沿设计
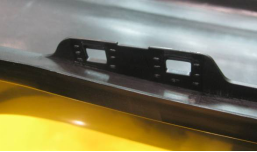
在不增加壁厚的情况下,加强筋通常可以增加制件的强度,改善制件的变形。但是,当加强筋设计不合理时,反而会增加制件的变形。图22是某汽车的前立柱上体,制件的中部外凸变形,变形部位刚好布置有较多的加强筋。从Moldflow的体积温度分析结果来看,筋的壁厚较主体厚度薄,体积温度下降较快,冷却定型后约束侧边向内自由变形,导致制件在该部位外凸变形,如图23所示。

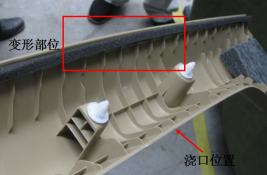
图22 前立柱上体的变形状态
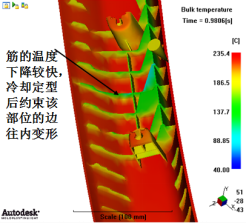
图23 前立柱上体变形原因分析
6 结语
通过以上分析,产品结构、模具设计、注塑工艺和材料(涉及材料了吗?虎皮纹中涉及了一些材料方面的,其它没有,作者注)都对汽车注塑件缺陷有着重要影响。在遇到问题时,要综合考虑这几个方面提出改善措施,但产品结构和模具设计是主要原因,需要重点分析,其次再从注塑工艺和材料上去配合调整,彻底解决问题。
All rights reserved © Copyright 版权所有:星空体育·(中国)官方网站XINGKONG SPORT







